Electronics and Machinery
Reference:
Gubanova A.A., Dolya A.S.
Simulation stand for machine equipment monitoring
// Electronics and Machinery.
2019. ą 1.
P. 6-16.
DOI: 10.7256/2453-8884.2019.1.29920 URL: https://en.nbpublish.com/library_read_article.php?id=29920
Simulation stand for machine equipment monitoring
Gubanova Aleksandra Anatol'evna
Lecturer at Don State Technical University.
344000, Russia, Rostovskaya oblast', g. Rostov-Na-Donu, Gagarina, 1

|
anatoliya81@mail.ru
|
|
 |
Other publications by this author
|
|
|
Dolya Aleksandra Sergeevna
temporarily unemployed
344000, Russia, Rostovskaya oblast', g. Rostov-Na-Donu, pl.Gagarina, 1
|
|
guzarevich.a@mail.ru
|
|
 |
|
DOI: 10.7256/2453-8884.2019.1.29920
Received:
03-06-2019
Published:
29-07-2019
Abstract:
The object of the study is a simulation model of the drilling machine. The subject of the study is a mathematical model of the engine load on the shaft. In this paper, monitoring refers to the assessment of the health of the machine equipment. It is envisaged that the monitoring will be carried out using the simplest control function, registering the current on the motor shaft with the help of the developed software (SOFTWARE) with the use of remote Supervisory control based on the SCADA system and the developed demonstration stand. This approach provides the possibility of early detection of breakdowns and providing information about the health of the monitored object. Theoretical research is based on the basic provisions of the theory of computational mathematics, the theory of automatic control, industrial programming. Empirical research includes methods of mathematical modeling using special computer software. The scientific novelty of the work lies in the development of an experimental monitoring stand of machine equipment, which allows to assess the state of the machine in real time and make decisions based on the information received by the SCADA system (MasterSCADA).
Keywords:
monitoring of the machine, machine equipment, scada system, engine load, dispatching system, overload of the motor, simulation modeling, the algorithm of the system, monitoring system, simulation of drilling machine
This article written in Russian. You can find original text of the article here
.
Ěîćíî óňâĺđćäŕňü, ÷ňî â öĺëîě ńňŕíî÷íîĺ îáîđóäîâŕíčĺ ˙âë˙ĺňń˙ âŕćíűě đĺçóëüňŕňîě ďđîöĺńńŕ đŕçâčňč˙ âńĺé ďđîěűřëĺííîńňč â öĺëîě. Ďî đĺçóëüňŕňŕě čńńëĺäîâŕíč˙ [1] íŕ ńĺăîäí˙říčé äĺíü âĺńü đűíîę ńňŕíî÷íîăî îáîđóäîâŕíč˙ ńîńňŕâë˙ĺň îęîëî 90 ěëđ. äîëëŕđîâ. Îäíŕęî, íŕďđčěĺđ, ëčřü 30% ńňŕíî÷íîăî îáîđóäîâŕíč˙ â Đîńńčč îńíŕůĺíî đŕçëč÷íîăî đîäŕ číňĺëëĺęňóŕëüíűěč ńčńňĺěŕěč, â ňîě ÷čńëĺ, č ńčńňĺěŕěč ěîíčňîđčíăŕ. Ďđčíčěŕ˙ âî âíčěŕíčĺ ňî, ÷ňî ńňîčěîńňü ňŕęîăî đîäŕ ńčńňĺě ęîëĺáëĺňń˙ â ńđĺäíĺě îň 2% ńňîčěîńňč ńňŕíęŕ, íŕäî ó÷čňűâŕňü, ÷ňî ěíîăčě ńđĺäíčě č ěŕëűě ďđĺäďđč˙ňč˙ě íĺ ďđĺäîńňŕâë˙ĺňń˙ âîçěîćíîńňü ďîęóďęč ńîâđĺěĺííîăî ńňŕíî÷íîăî îáîđóäîâŕíč˙ č ďđîăđŕěěíîăî îáĺńďĺ÷ĺíč˙ äë˙ ěîíčňîđčíăŕ čç-çŕ čő âűńîęîé ńňîčěîńňč. Ňŕęćĺ ěîćíî ńęŕçŕňü, ÷ňî íŕ áîëüřčíńňâĺ ęđóďíűő ďđĺäďđč˙ňčé čěĺĺňń˙ ďŕđę íŕäĺćíîăî ńňŕíî÷íîăî îáîđóäîâŕíč˙ áĺç ×ĎÓ, ęîňîđűé ýęńďëóŕňčđóĺňń˙ íŕ ďđîň˙ćĺíčč äîëăčő äĺń˙ňęîâ ëĺň č îáîđóäîâŕíčĺ íĺ âűőîäčň čç ńňđî˙; óńňŕíîâëĺíčĺ ďđîăđŕěěíîăî îáîđóäîâŕíč˙, ďî öĺíĺ â íĺńęîëüęî äĺń˙ňęîâ đŕç ďđĺâűřŕţůĺăî ńňîčěîńňü ěîđŕëüíî óńňŕđĺâřĺăî ńňŕíęŕ ˙âë˙ĺňń˙ íĺöĺëĺńîîáđŕçíîé, ŕ ďîńňî˙ííî ńîâĺđřĺíńňâóţůčĺ ňĺőíč÷ĺńęčĺ ńđĺäńňâŕ č ďđîăđŕěěíîĺ îáĺńďĺ÷ĺíčĺ äčęňóţň ďđŕâčëŕ äë˙ ńîçäŕíč˙ đŕçëč÷íîăî đîäŕ ŔŃ íŕ áŕçĺ čńďîëüçîâŕíč˙ ńčńňĺě ńáîđŕ äŕííűő č îáđŕáîňęč číôîđěŕöčč ń ďîěîůüţ âű÷čńëčňĺëüíűő ęîěďëĺęńîâ č äčńďĺň÷ĺđńęîăî óďđŕâëĺíč˙ (SCADA-ńčńňĺěű)[2].
 äŕííîé đŕáîňĺ ďîęŕçŕí ńňĺíä, ęîňîđűé ńîńňîčň čç äâóő ÷ŕńňĺé: ďĺđâŕ˙ ÷ŕńňü ýňî ďĺđńîíŕëüíűé ęîěďüţňĺđ, âňîđŕ˙ ÷ŕńňü ýňî ńŕěŕ˙ ăëŕâíŕ˙ ÷ŕńňü äĺěîíńňđŕöčîííîăî ńňĺíäŕ, íŕ ęîňîđîé óńňŕíîâëĺí ýëĺęňđîäâčăŕňĺëü, ęîňîđűé čěčňčđóĺň ńâĺđëčëüíűé ńňŕíîę, óńňŕíîâëĺíű ýëĺěĺíňű číäčęŕöčč, áëîę ďčňŕíč˙, áëîę ââîäŕ-âűâîäŕ. Ýňč äâĺ ÷ŕńňč číňĺđôĺéńŕ ńîĺäčí˙ţňń˙ ďî číňĺđôĺéńó Ethernet îáű÷íűě ńĺňĺâűě ęŕáĺëĺě.
Âíóňđč ńňĺíäŕ íŕőîä˙ňń˙ äâŕ áëîęŕ: ýňî áëîę ďčňŕíč˙, ęîňîđűé ďđĺîáđŕçóĺň ďĺđĺěĺííűé ňîę 220  â ďîńňî˙ííűé ňîę, çíŕ÷ĺíčĺ ęîňîđîăî đŕâíî 24  č ěîäóëü ââîäŕ-âűâîäŕ Ě100Ň, ęîňîđűé ďđĺîáđŕçóĺň âőîäíűĺ-âűőîäíűĺ ńčăíŕëű â Ethernet Modbus tcp. Íŕ âĺđőó ęîđďóńŕ óńňŕíîâëĺí íŕ ęđîířňĺéíĺ äâčăŕňĺëü ń ďŕňđîíîě, â ęîňîđűé çŕćŕňî ńâĺđëî (čěčňŕöč˙ ńâĺđëčëüíîăî ńňŕíęŕ) č ýëĺěĺíňű číäčęŕöčč (ëŕěďŕ ńčíĺăî öâĺňŕ- «ĎČŇŔÍČĹ» (ęŕę ňîëüęî ďîäŕëč 220 Â, âęëţ÷čëč áëîę ďčňŕíč˙, äŕëĺĺ â ńőĺěĺ ďî˙âčëîńü 24  č çŕăîđĺëŕńü ëŕěďŕ ), ëŕěďŕ çĺëĺíîăî öâĺňŕ – «ĐŔÁÎŇŔ» (ęŕę ňîëüęî ďîäŕĺňń˙ ęîěŕíäŕ íŕ âęëţ÷ĺíčĺ ýëĺęňđîäâčăŕňĺë˙, ďŕđŕëëĺëüíî çŕăîđŕĺňń˙ ýňŕ ëŕěďŕ) č ëŕěďŕ ćĺëňîăî öâĺňŕ «ĎĹĐĹĂĐÓÇĘŔ» (ęŕę ňîëüęî SCADA-ńčńňĺěŕ ďđčěĺň đĺřĺíčĺ î ňîě, ÷ňî ďđĺâűřĺíŕ íŕăđóçęŕ íŕ ýëĺęňđîäâčăŕňĺëü, ňî îíŕ âűäŕńň ęîěŕíäó íŕćŕňü íŕ ýňó ęíîďęó).
Ďđčíöčď đŕáîňű ńőĺěű ýëĺęňđč÷ĺńęîé ďđčíöčďčŕëüíîé çŕęëţ÷ŕĺňń˙ â ńëĺäóţůĺě: ďčňŕíčĺ 220  ďîäŕĺňń˙ ÷ĺđĺç ńňŕíäŕđňíóţ ęîěďüţňĺđíóţ đîçĺňęó, čěĺĺň ďĺđĺęëţ÷ŕňĺëü č çŕůčňíűé ďëŕâíűé ďđĺäîőđŕíčňĺëü F1 íŕ 3 Ŕ. Íŕćŕâ ęíîďęó ďĺđĺęëţ÷ŕňĺë˙ S1 â ńčńňĺěĺ ńđŕçó íŕ÷číŕĺň đŕáîňŕňü áëîę ďčňŕíč˙, íŕ ĺăî âűőîäĺ ďî˙âë˙ĺňń˙ çíŕ÷ĺíčĺ â 24 Â; îň ýňčő 24  çŕďčňŕëń˙ ěîäóëü ââîäŕ-âűâîäŕ Ě100Ň č, ńîîňâĺňńňâĺííî, çŕćăëŕńü ëŕěďî÷ęŕ «ĎČŇŔÍČĹ».  ďđîăđŕěěíîé ÷ŕńňč â SCADA-ńčńňĺěĺ ÷ĺđĺç ÎĐŃ-ńĺđâĺđ íŕ÷ŕëń˙ îďđîń ěîäóë˙ Ě100Ň č çŕăîđŕĺňń˙ ëŕěďî÷ęŕ ńčíĺăî öâĺňŕ, ďîęŕçűâŕ˙ ňĺě ńŕěűě, ÷ňî ďî˙âčëîńü ďčňŕíčĺ.  ńŕěîé SCADA-ńčńňĺěĺ áóäĺň îáîçíŕ÷ĺíî, ÷ňî íŕäî íŕćŕňü ęíîďęó «ÂĘËŢ×ČŇÜ ŃŇŔÍÎĘ», ýňŕ ęîěŕíäŕ ďî ńĺňč Ethernet ďđčőîäčň íŕ ěîäóëü Ě100Ň č âűäŕĺňń˙ ńčăíŕë íŕ äčńęđĺňíűé âűőîä DO1, Ýňîň ńčăíŕë ďîńňóďŕĺň íŕ đĺëĺ Ę1, äŕëĺĺ đĺëĺ çŕěűęŕĺňń˙, ňĺě ńŕěűě ďîäŕâŕ˙ 24  ÷ĺđĺç äâŕ đĺçčńňîđŕ íŕ äâčăŕňĺëü č ńňŕíîę íŕ÷číŕĺň ęđóňčňüń˙. ×ĺđĺç äâčăŕňĺëü íŕ÷číŕĺň ďđîňĺęŕňü ęŕęîé-ňî ňîę, ďđĺäďîëîćčě 100 ěŔ, îí ďđîňĺęŕĺň ÷ĺđĺç đĺçčńňîđ R2 (ňŕę íŕçűâŕĺěűé ňîęîâűé řóíň), ňŕęčě îáđŕçîě, íŕ÷číŕĺň ďŕäŕňü íŕďđ˙ćĺíčĺ. Ýňî íŕďđ˙ćĺíčĺ ÷ĺđĺç äĺëčňĺëü ďîńňóďŕĺň íŕ ŕíŕëîăîâűé âőîä AIN2 č îňîáđŕćŕĺňń˙ â SCADA -ńčńňĺěĺ ęŕę ňîę äâčăŕňĺë˙. Íŕ âőîä AIN1 ďîńňóďŕĺň íŕďđ˙ćĺíčĺ, ęîňîđîĺ ďîäŕíî ę äâčăŕňĺëţ (÷ĺđĺç äĺëčňĺëü). Ňŕęčě îáđŕçîě, ěű ń ďîěîůüţ SCADA-ńčńňĺěű ĺůĺ č âčäčě íŕďđ˙ćĺíčĺ íŕ äâčăŕňĺëĺ. Çíŕ˙ îáŕ ďŕđŕěĺňđŕ ňîę č íŕďđ˙ćĺíčĺ ěű ďîëó÷ŕĺě çíŕ÷ĺíčĺ ěîůíîńňč íŕ âŕëó ýëĺęňđîäâčăŕňĺë˙. Ňŕęćĺ ěîćíî ďđîń÷čňŕňü č ńňĺďĺíü íŕăđóçęč. Ďîńęîëüęó äŕííűé äĺěîíńňđŕöčîííűé ńňĺíä čěĺĺň ěŕëîěîůíűé ěîňîđ, č, ńîîňâĺňńňâĺííî, âńĺ âĺëč÷číű (ňîęč, íŕďđ˙ćĺíč˙ ) ěŕëű, ňî â ńčńňĺěó áűëî ďđčí˙ňî âíĺńňč ďîďđŕâî÷íűĺ ęîýôôčöčĺíňű (âńĺ çíŕ÷ĺíč˙ áűëč ëčíĺéíî óâĺëč÷ĺíű â 10 đŕç), ęîňîđűĺ íŕ ěîíčňîđĺ îďĺđŕňîđŕ âűâîä˙ň đĺŕëüíűĺ çíŕ÷ĺíč˙, ďîőîćčĺ íŕ çíŕ÷ĺíč˙ íŕńňî˙ůĺăî ńňŕíî÷íîăî îáîđóäîâŕíč˙.
Ďđč čńęóńńňâĺííîě ňîđěîćĺíčč âŕëŕ äâčăŕňĺë˙ íŕ÷číŕĺň đŕńňč ňîę â ýëĺęňđîöĺďč, ńîîňâĺňńňâĺííî, íŕ÷číŕĺň óâĺëč÷čâŕňüń˙ ďŕäĺíčĺ íŕďđ˙ćĺíč˙ íŕ řóíňčđóţůĺě ńîďđîňčâëĺíčč R2, ęîňîđűé ďîńňî˙ííî ęîíňđîëčđóĺňń˙ č ĺăî çíŕ÷ĺíčĺ ďĺđĺäŕĺňń˙ â SCADA-ńčńňĺěó. Ĺńëč ńčńňĺěŕ âčäčň, ÷ňî â ňĺ÷ĺíčĺ óńňŕíîâëĺííîăî âđĺěĺíč ĺăî ďŕđŕěĺňđű îňëč÷ŕţňń˙ îň ďđčí˙ňűő, ňî ďđčíčěŕĺň đĺřĺíčĺ âűęëţ÷čňü ýëĺęňđîäâčăŕňĺëü ń ďîěîůüţ đĺëĺ Ę1 č çŕćčăŕĺň ćĺëňóţ ëŕěďî÷ęó «ĎĹĐĹĂĐÓÇĘŔ» äî ňĺő ďîđ ďîęŕ â ńčńňĺěĺ íĺ íŕćěóň íŕ ëŕěďî÷ęó «ÂŰĘËŢ×ČŇÜ ÄÂČĂŔŇĹËÜ», ŕ ďîňîě çŕíîâî íŕćŕňü ęíîďęó «ÂĘËŢ×ČŇÜ».
Đŕçđŕáîňęŕ ŕëăîđčňěŕ đŕáîňű ńčńňĺěű
 íŕńňî˙ůĺé đŕáîňĺ ôóíęöčîíčđîâŕíčĺ ńčńňĺěű ďëŕíčđóĺňń˙ íŕ îńíîâĺ íŕďčńŕííîé ďđîăđŕěěű äë˙ óďđŕâëĺíč˙ ńčńňĺěîé íŕ îńíîâĺ ĎÎ MasterSŃADA; äë˙ ýňîăî íĺîáőîäčěî ńîńňŕâčňü ŕëăîđčňě óďđŕâëĺíč˙, ęîňîđűé ó÷čňűâŕĺň âĺńü öčęë ěîíčňîđčíăŕ đŕáîňű ńňŕíî÷íîăî îáîđóäîâŕíč˙.
Íŕ đčńóíęĺ 2 ďđĺäńňŕâëĺíŕ ńőĺěŕ ŕëăîđčňěŕ ńčńňĺěű ěîíčňîđčíăŕ đŕáîňű ńňŕíî÷íîăî îáîđóäîâŕíč˙. Ďđčíöčď ĺăî đŕáîňű çŕęëţ÷ŕĺňń˙ â ńëĺäóţůĺě.
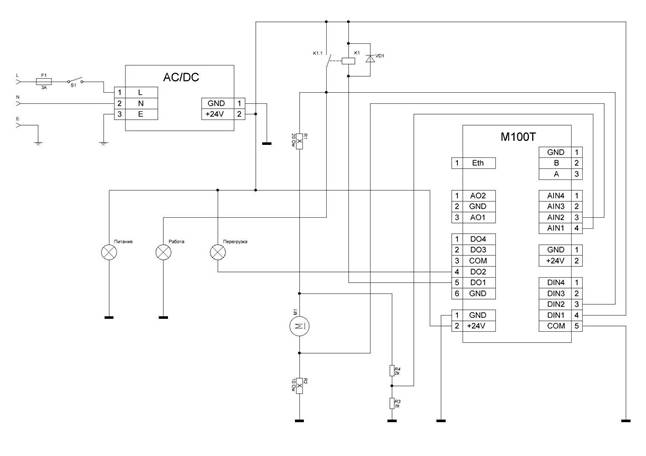
Đčńóíîę 1- Ńőĺěŕ ýëĺęňđč÷ĺńęŕ˙ ďđčíöčďčŕëüíŕ˙
 íŕ÷ŕëĺ đŕáîňű íĺîáőîäčěî ďîäŕňü ęîěŕíäó íŕ âęëţ÷ĺíčĺ ńňŕíęŕ. Äŕëĺĺ óńňŕíŕâëčâŕĺě âđĺě˙ ďŕóçű â ňĺ÷ĺíčĺ ňđĺő ńĺęóíä. Äîëćíî áűňü âűďîëíĺíî óńëîâčĺ, ÷ňî ńňŕíîę âęëţ÷čëń˙. Ĺńëč ńňŕíîę íĺ âęëţ÷čëń˙ íŕ ďóëüň îďĺđŕňîđŕ ďđčőîäčň ńîîáůĺíčĺ îá îňńóňńňâčč đĺŕęöčč íŕ ęîěŕíäó âęëţ÷ĺíč˙. Ĺńëč óńëîâčĺ âęëţ÷ĺíč˙ ńňŕíęŕ âűďîëíĺíî, ňî ďđîăđŕěěŕ ďĺđĺőîäčň â äđóăîé öčęë ďđîâĺđęč ďđĺâűřĺíč˙ ňîęŕ. Çŕňĺě ńčńňĺěŕ ďđîčçâîäčň çŕďóńę ňŕéěĺđŕ â ňĺ÷ĺíčĺ ňđĺő ńĺęóíä; ĺńëč âđĺě˙ íĺ ďđĺâűřŕĺň ňđč ńĺęóíäű, ňî öčęë îď˙ňü çŕďđŕřčâŕĺň çíŕ÷ĺíčĺ ďđĺâűřĺíč˙ ňîęŕ č ňŕę ďđîčńőîäčň n-ęîëč÷ĺńňâî đŕç ďîęŕ âđĺě˙ íĺ áóäĺň ďđĺâűřĺíî. Ĺńëč ęîěŕíäŕ «Ňŕéěĺđ çŕâĺđřĺí?» (âđĺě˙ ďđĺâűńčëî áîëĺĺ ňđĺő ńĺęóíä) âűďîëíĺíŕ, ňî ďđîčńőîäčň ńí˙ňčĺ ďčňŕíč˙ ń äâčăŕňĺë˙, íŕ ďŕíĺëč çŕăîđŕĺňń˙ číäčęŕöč˙ ďĺđĺăđóçęč ďî ňîęó č ńîîáůĺíčĺ î ďĺđĺăđóçęĺ ďî ňîęó ďđčőîäčň îďĺđŕňîđó íŕ číňĺđôĺéńíîĺ îęíî SCADA-ńčńňĺěű.
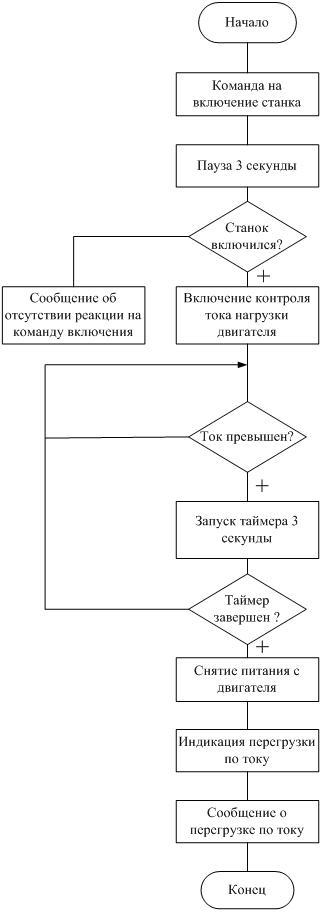
Đčńóíîę 2- Ŕëăîđčňě đŕáîňű ńčńňĺěű
Đŕçđŕáîňęŕ ďđîăđŕěěíîăî îáĺńďĺ÷ĺíč˙
Ńîăëŕńíî [3-13] ýňŕďű đŕçđŕáîňęč číňĺđôĺéńŕ ńčńňĺěű ěîíčňîđčíăŕ ńňŕíî÷íîăî îáîđóäîâŕíč˙ â äŕííîé đŕáîňĺ ńîńňî˙ë čç ńëĺäóţůčő ýňŕďîâ:
- ďĺđâűé ýňŕď. Đŕçđŕáîňęŕ ńőĺěű ýëĺęňđč÷ĺńęîé ďđčíöčďčŕëüíîé č ňĺőíč÷ĺńęîĺ çŕäŕíčĺ íŕ ŕëăîđčňě, îáĺńďĺ÷čâŕţůčé đŕáîňó âńĺé ńčńňĺěű.
Čç ńďđîĺęňčđîâŕííîé íŕěč ńőĺěű ýëĺęňđč÷ĺńęîé ďđčíöčďčŕëüíîé â ďđîăđŕěěó MasterSCADA áűëč âíĺńĺíű Ňčď ďĺđĺěĺííűő č ďđîčçâĺäĺíŕ íŕńňđîéęŕ ÎĐŃ ńĺđâĺđŕ (đčńóíîę 3).
- âňîđîé ýňŕď. Čěďîđňčđóĺě ďĺđĺěĺííűĺ â ÎĐŃ ńĺđâĺđ, ďđčâ˙çűâŕĺě ďĺđĺěĺííűĺ ę đŕń÷ĺňíűě ę ôîđěóëŕě (đčńóíęč 4-5).
- ňđĺňčé ýňŕď. Ńîçäŕíčĺ ăđŕôč÷ĺńęîăî číňĺđôĺéńŕ ďđîĺęňŕ č âčçóŕëčçŕöč˙ â SCADA-ńčńňĺěĺ (6-11).
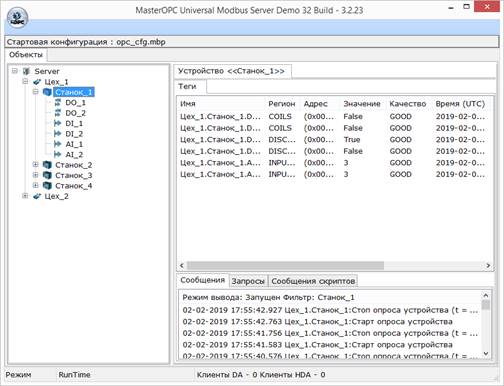
Đčńóíîę 3- Číňĺđôĺéń ďđîăđŕěěű MasterSCADA (ââîä ňčďŕ ďĺđĺěĺííűő č íŕńňđîéęŕ ÎĐŃ ńĺđâĺđŕ)
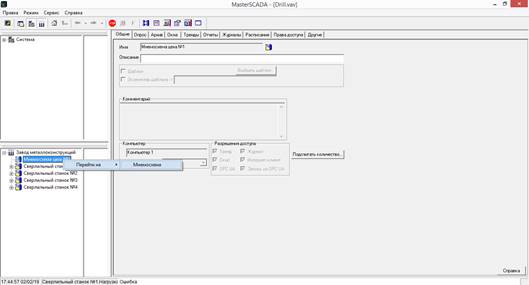
Đčńóíîę 4- Číňĺđôĺéń ďđîăđŕěěű MasterSCADA (ďđčâ˙çęŕ ďĺđĺěĺííűő)
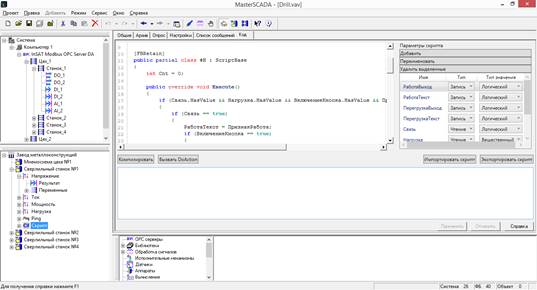
Đčńóíîę 5– Číňĺđôĺéń ďđîăđŕěěű MasterSCADA (ëčńňčíă ďđîăđŕěěű)
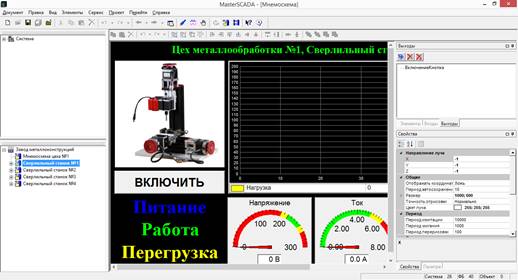
Đčńóíîę 6 - Îáůčé âčä ěíĺěîńőĺěű â ďđîăđŕěěĺ MasterSCADA
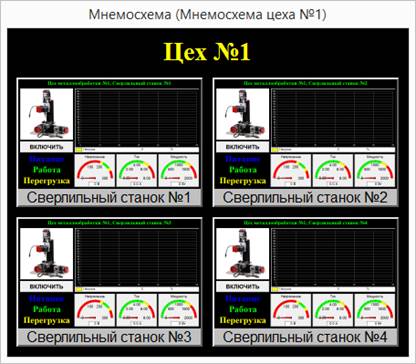
Đčńóíîę 7- Îáůčé âčä ěíĺěîńőĺěű ăđóďďű ńňŕíęîâ öĺőŕ
Đčńóíîę 8 – Ěíĺěîńőĺěŕ îňńóňńňâč˙ ďčňŕíč˙ (ńňŕíîę âűęëţ÷ĺí)

Đčńóíîę 9- Ěíĺěîńőĺěŕ íŕ÷ŕëŕ đŕáîňű ńňŕíęŕ
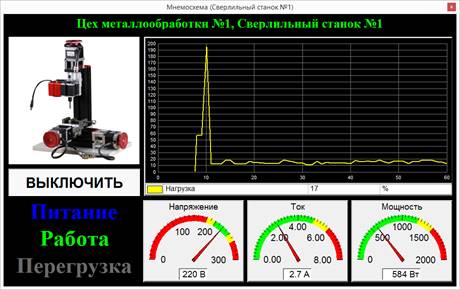
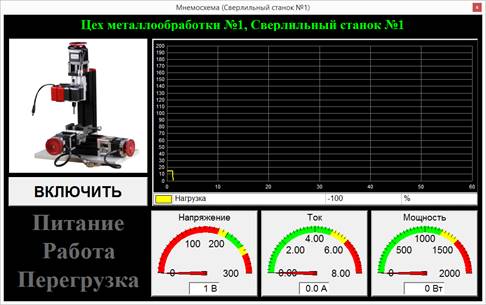
Đčńóíîę 10 – Ěíĺěîńőĺěŕ đŕáîňű ńňŕíęŕ

Đčńóíîę 11 - Ěíĺěîńőĺěŕ, ďîęŕçűâŕţůŕ˙ ďĺđĺăđóçęó íŕ âŕëó äâčăŕňĺë˙
 äŕííîé đŕáîňĺ ńîçäŕíčĺ čěčňŕöčîííîé ěîäĺëč ńčńňĺěű ěîíčňîđčíăŕ ńňŕíî÷íîăî îáîđóäîâŕíč˙ ńîńňî˙ëî čç ńëĺäóţůčő ýňŕďîâ:
1. Đŕçđŕáîňęŕ ńőĺěű ýëĺęňđč÷ĺńęîé ďđčíöčďčŕëüíîé
2. Ďîäáîđęŕ âńĺő ęîěďëĺęňóţůčő
3. Đŕçěĺůĺíčĺ âńĺő ęîěďëĺęňóţůčő â ęîđďóńĺ
4. Çŕęđĺďëĺíčĺ âńĺő ńîńňŕâë˙ţůčő â ęîđďóńĺ
5. Âűďîëíĺíčĺ ęîíňŕęňíűő ńîĺäčíĺíčé âíóňđč ęîđďóńŕ
6. Îęîí÷ŕňĺëüíűé ěîíňŕć (ńîĺäčíĺíčĺ âĺđőíĺé ÷ŕńňč ęîđďóńŕ ń íčćíčě, ďđčęđó÷čâŕíčĺ ę âĺđőíĺé ęđűřęĺ áëîęŕ, čěčňčđóţůĺăî ńâĺđëčëüíűé ńňŕíîę)
7. Čńďűňŕíčĺ óńňđîéńňâŕ
Îńíîâíűĺ ýňŕďű ńáîđęč čěčňŕöčîííîé ěîäĺëč ńčńňĺěű ěîíčňîđčíăŕ ďđĺäńňŕâëĺíű íŕ đčńóíęŕő 12- 15.

Đčńóíîę 12 -Ďĺđâč÷íŕ «ďđčěĺđęŕ» đŕńďîëîćĺíč˙ áëîęŕ ďčňŕíč˙ č ěîäóë˙ ââîäŕ-âűâîäŕ Ě100Ň

Đčńóíîę 13 -Âíĺříčé âčä ęđűřęč ďîńëĺ óńňŕíîâęč ëŕěď číäčęŕöčč

Đčńóíîę 14- Ďîäęëţ÷ĺíčĺ âńĺő ęîěďîíĺíňîâ

Đčńóíîę 15 – Ăîňîâîĺ óńňđîéńňâî â ńáîđĺ
 äŕííîé ńňŕňüĺ đĺŕëčçîâŕí ńňĺíä, ŕ, čěĺííî, čěčňŕöčîííŕ˙ ěîäĺëü ńâĺđëčëüíîăî ńňŕíęŕ. Áűëč đĺŕëčçîâŕíű ńőĺěű ńňđóęňóđíŕ˙ č ýëĺęňđč÷ĺńęŕ˙ ďđčíöčďčŕëüíŕ˙, đŕçđŕáîňŕí ŕëăîđčňě äë˙ đŕáîňű âńĺé ńčńňĺěű ěîíčňîđčíăŕ óďđŕâëĺíč˙ ńňŕíî÷íűě îáîđóäîâŕíčĺě ń ďđčěĺíĺíčĺě ĎÎ MasterSCADA, đŕçđŕáîňŕíű ěíĺěîńőĺěű číňĺđôĺéńŕ îďĺđŕňîđŕ. Ňŕęčě îáđŕçîě, ďîęŕçŕíŕ ďđŕęňč÷ĺńęŕ˙ öĺííîńňü đŕáîňű, ńîńňî˙ůŕ˙ â ďđčěĺíĺíčč áëîęŕ ěîíčňîđčíăŕ â ńîńňŕâĺ óďđŕâëĺíč˙ ńňŕíî÷íîăî îáîđóäîâŕíč˙, ďîçâîë˙ţůĺăî ďîâűńčňü đŕáîňîńďîńîáíîńňü ńňŕíęŕ č ńíčçčňü đčńęč ďîëîěęč.
References
|
1.
|
Osnovy avtomatizirovannykh sistem upravleniya tekhnologicheskimi protsessami: Uchebnoe posobie / Yusupov R.Kh.-M.:Infra-Inzheneriya, 2018.-132 s.: 60x84 1/16 (Pereplet) ISBN 978-5-9729-0229-3-Rezhim dostupa:
|
|
2.
|
Komp'yuternoe upravlenie tekhnologicheskim protsessom, eksperimentom, oborudovaniem / V.V. Denisenko.-M.: Gor. liniya-Telekom, 2013.-606 s.: il.; 70x100 1/16. (oblozhka) ISBN 978-5-9912-0060-8-Rezhim dostupa: http://znanium.com/catalog/product/443651
|
|
3.
|
Tekhnicheskie sredstva avtomatizatsii i upravleniya: Uchebnoe posobie / Shishov O. V.-M.: NITs INFRA-M, 2016.-396 s.: 60x90 1/16.-(Vysshee obrazovanie: Bakalavriat) (Pereplet) ISBN 978-5-16-010325-9-Rezhim dostupa: http://znanium.com/catalog/product/527482
|
|
4.
|
Sistemy upravleniya oborudovaniem. Praktikum: Uchebnoe posobie / Sinitsa P.V.-Mn.:RIPO, 2017.-84 s.: ISBN 978-985-503-659-4-Rezhim dostupa: http://znanium.com/catalog/product/948939
|
|
5.
|
Shreiner R. T., Emel'yanov A. A., Klishin A. V., Medvedev A. V. Modelirovanie momentov nagruzki elektrodvigatelei v MATLAB // Molodoi uchenyi. — 2010. — ą8. T. 1. — S. 6-12. — URL https://moluch.ru/archive/19/1902/ (data obrashcheniya: 16.02.2019).
|
|
6.
|
Avtomatizatsiya tekhnologicheskikh protsessov i proizvodstv : ucheb. posobie / A.A. Ivanov. — 2-e izd., ispr. i dop. — M. : FORUM : INFRA-M, 2015. — 224 s. — (Vysshee obrazovanie).-Rezhim dostupa: http://znanium.com/catalog/product/473074
|
|
7.
|
Osnovy avtomatizirovannykh sistem upravleniya tekhnologicheskimi protsessami: Uchebnoe posobie / Yusupov R.Kh.-M.:Infra-Inzheneriya, 2018.-132 s.
|
|
8.
|
Komp'yuternoe upravlenie tekhnologicheskim protsessom, eksperimentom, oborudovaniem / V.V. Denisenko.-M.: Gor. liniya-Telekom, 2013.-606 s.
|
|
9.
|
Teoreticheskie osnovy razrabotki i modelirovaniya sistem avto-matizatsii: Uchebnoe posobie / A.M. Afonin, Yu.N. Tsaregorodtsev, A.M. Pet-rova i dr.-M.: Forum, 2011.-192 s.
|
|
10.
|
Razrabotka i ekspluatatsiya avtomatizirovannykh informatsionnykh sistem: Uchebnoe posobie / L.G. Gagarina.-M.: ID FORUM: NITs In-fra-M, 2013.-384 s.
|
|
11.
|
Razrabotka i maketirovanie mikroprotsessornykh sistem: Uchebnoe posobie / Beresnev A.L., Beresnev M.A.-Taganrog:Yuzhnyi federal'nyi universitet, 2016.-106 s.
|
|
12.
|
Razrabotka i ekspluatatsiya avtomatizirovannykh informatsionnykh sistem : ucheb. posobie / L.G. Gagarina. — M. : ID «FORUM» : INFRA-M, 2019. — 384 s. — (Srednee professional'noe obrazovanie).-Rezhim dos-tupa: http://znanium.com/catalog/product/1003025
|
|
13.
|
Yazyki programmirovaniya : ucheb. posobie / O.L. Golitsyna, T.L. Partyka, I.I. Popov. — 3-e izd., pererab. i dop. — M. : FORUM : IN-FRA-M, 2018. — 399 s. — (Srednee professional'noe obrazovanie).-Rezhim dostupa: http://znanium.com/catalog/product/973007
|
| 

 Cn
Cn






